
1.3247 M42 عالية السرعة أداة لوحة الصلب ورقة
- نموذج
- 1.3247 ، M42
ممتلكات
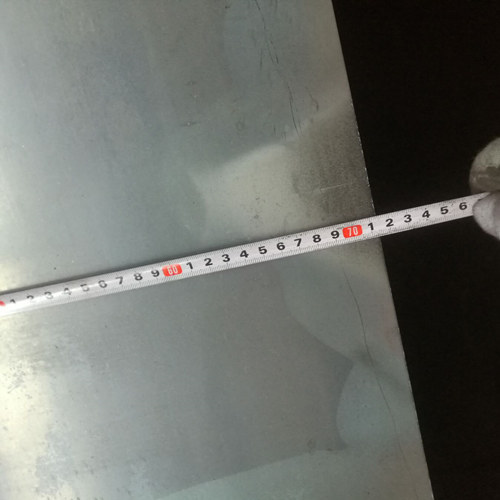
- سماكة
- 1-16mm
- عرض
- 810 مم كحد أقصى
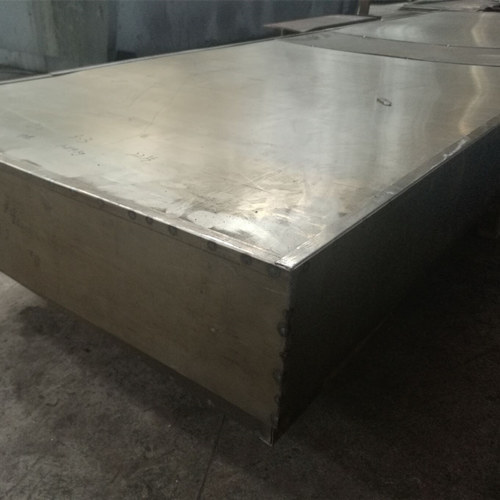
- حالة السطح
- الأسود ، السلس ، مشرق
- التسليم condtion
- المدرفلة الباردة + صلب ، المدرفلة على الساخن + صلب
تقييم
وصف
الوضعية:
منشار دائري HSS ، شفرة ، قالب الصحافة ، تدريبات ، طاحونة النهاية ، سكين المسوي ، سكين التقطيع ، سكين الشرائح ، أداة القطع Hss Square.
المقدمة:
يمكن استخدام الفولاذ عالي السرعة M42 في الظروف التي يكون فيها الطلب على الصلابة الساخنة أمرًا مهمًا. يشيع استخدامها لأدوات القطع بما في ذلك المثاقب الملتفة ، والصنابير ، وأدوات التطرق ، قواطع الطحن ، المثاقب ، المطاحن الطرفية ، شفرات المنشار الحزامي ، أدوات العمل الباردة ، وفات الدرفلة.
خاصية:
M42 الصلب عالي السرعة مصنوع من سبائك الكوبالت. تركيبة فولاذ M42 ذات السرعة تجعل من مزيج جيد من المتانة والصلابة. بفضل هذه الخصائص المتوازنة بشكل جيد ، أصبح M42 الصلب عالي السرعة يستخدم على نطاق واسع لجميع أدوات القطع.
التركيب الكيميائي:
الصف الصلب | C | سي | مليون | P | S | كر | مو | W | الخامس | شركة |
1.3247 | 1،05-1،15 | 0،15-0،65 | 0.4max | 0.03max | 0.030max | 3.5-4.5 | 9،0-10،0 | 1،15-1،85 | 0،95-1،35 | 7،75-8،75 |
تفاصيل المنتج:
درجات مماثلة: 1.3247 ، M42
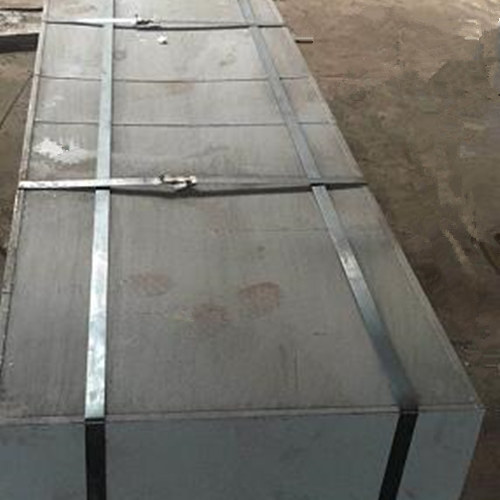
الشكل: ورقة ، لوحة
عملية صنع الصلب: EF / EAF + LF + VD ، EF / EAF + ESR
حالة التسليم: المدرفلة الباردة + صلب ، المدرفلة على الساخن + صلب.
حالة السطح: الأسود ، السلس ، مشرق
المعيار: BS EN ISO 4957 ، ASTM A600
نطاق الحجم: سمك: 1-16 مم العرض: 810 مم كحد أقصى الطول: 4000 مم كحد أقصى
التسامح من الحجم: سمك 1.5-2.5mm مع التسامح (-0 ، + 0.15) - لوحة المدرفلة الباردة. سمك 2.55-16.0 مم مع التسامح (-0 ، + 0.25) - لوحة المدرفلة على الساخن
التسامح المبلغ: تستند الأسعار أعلاه على الوزن الفعلي.
التعبئة: في حزم ، وفي حاوية 20 قدم.
علاج الحرارة:
تختلف درجات حرارة المعالجة الحرارية ، بما في ذلك معدل التدفئة والتبريد وأوقات النقع بسبب عوامل مثل شكل وحجم كل مكون فولاذي عالي السرعة M42. تشمل الاعتبارات الأخرى أثناء عملية المعالجة الحرارية نوع الفرن ومرافق تبريد قطعة التبريد وأدوات نقل قطعة العمل.
تزوير: قبل تسخين الصلب عالية السرعة M42 ببطء وبشكل موحد إلى 650-760 درجة مئوية وتحقيق التعادل. ثم تزيد بسرعة أكبر إلى درجة حرارة تزوير 1010-1150 درجة مئوية وتحقيق التعادل قبل تزوير. لا تدع درجة حرارة الحدادة تنخفض إلى أقل من 980 درجة مئوية ، في حالة حدوث ذلك ، ستكون إعادة التدفئة ضرورية. قم دائمًا بتبريد الفولاذ عالي السرعة ببطء شديد بعد التزوير.
التلدين: يوصى بتسخين الفولاذ M42 عالي السرعة بعد العمل الساخن وقبل إعادة المعالجة. قم بتسخين الفولاذ عالي السرعة M42 إلى 850 درجة مئوية بمعدل لا يزيد عن 220 درجة مئوية في الساعة. تمسك دائمًا بدرجة حرارة لمدة ساعة واحدة لكل 25 مم من سمك (مع ساعتين كحد أدنى). يبرد الفرن ببطء. صلابة الفولاذ عالية السرعة M42 التي تم تحقيقها يجب أن تكون 269 برينل أو أقل.
تخفيف الإجهاد: إذا كانت الأدوات المصنوعة من الفولاذ عالي السرعة M42 مصنعة بشكل كبير أو مطحونة فمن المستحسن تخفيف الضغط بعد التشغيل وقبل التصلب لتقليل احتمال حدوث تشويه. لتخفيف الضغط ، قم بتسخين المكون إلى 600-650 درجة مئوية ونقعه جيدًا (حوالي ساعتين) تبرد ببطء في الفرن. يمكن إنهاء الأدوات الفولاذية عالية السرعة M42 قبل المعالجة الحرارية.
تصلب: للحصول على أفضل النتائج تصلب في فراغ أو فرن التحكم ، أو في حمام الملح تصحيحها بشكل صحيح. يُسخّن جيدًا على مرحلتين إلى 450-500 درجة مئوية ، ثم إلى 820-870 درجة مئوية ، وانتقل إلى حمام الملح أو الفرن بدرجة حرارة عالية. ستعتمد درجة حرارة تصلب الدقيق المستخدمة في M35 على نوع العمل الذي تتم معالجته ، ولكن بشكل عام يجب أن تصلب المكونات من نطاق 1050-1250 درجة مئوية.
التقسية: للحصول على أفضل النتائج ، تصلب الفولاذ عالي السرعة M42 في فرن أو فرن متحكم فيه ، أو في حمام ملح تم تصحيحه بشكل صحيح. قم بتسخين الفولاذ جيدًا حتى درجة حرارة 820-870 درجة مئوية ، ثم نقله إلى حمام الملح أو الفرن ذي درجة الحرارة العالية. تعتمد درجة حرارة تصلب الدقيق المستخدمة في الفولاذ عالي السرعة M42 على نوع العمل الذي تتم معالجته ، ولكن في المكونات العامة يجب أن تصلب من نطاق 1160-1180 درجة مئوية في الملح ، أو 1180-1190 درجة مئوية في الغلاف الجوي أو فراغ الأفران. بعد فترة توقف قصيرة في درجة حرارة تصلب ، إروي المكون دون مزيد من النقع في الملح في 540-595 درجة مئوية أو زيت دافئ. إذا تم إخماد الملح ، فسمح للمكون بالمساواة في درجة حرارة الحمام ثم أكمل الإخماد في الهواء الثابت.
